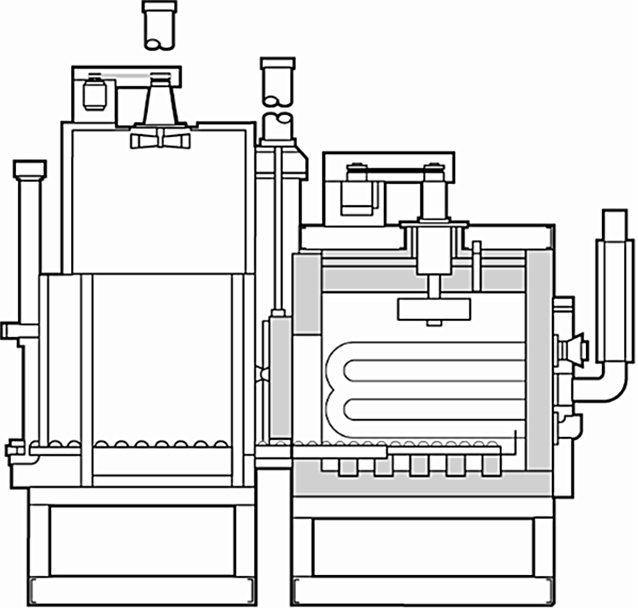
最近有一些关于在密封或整体淬火炉中使用聚合物淬火剂的调查。这有几个驱动因素,例如成本。虽然聚合物淬火剂的每加仑成本高于油淬火剂,但聚合物淬火剂的使用浓度远低于油。还有环境问题。聚合物淬火剂不像油那样产生大量烟雾,而且更容易处理。可以在密封淬火炉中使用聚合物淬火剂,但这需要一些特殊的设计元素。(图1)
首先是热区。内门需要完全密封,以防止水蒸气渗入热区,增加产生脱碳气氛的机会。可以在热区使用更大体积的气氛,在热区产生更高的气氛分压。据我所知,大多数制造商更喜欢密封内门以防止水蒸气进入热区。
气体引入
由于热区是密封的,因此通常需要将氮气或其他惰性气体引入通廊。这可以防止零件在转移到淬火过程中氧化,并有助于清除通廊中的氧气。使用吸热气体是可行的,但爆炸的可能性更大,因为前庭温度低于760摄氏度。氮气可能是最简单的解决方案。
最后,还有淬火槽。在油中淬火时,淬火期间允许的最高峰值工作温度比闪点温度低约50°F(28°C)。对于悬挂负载、部分浸没负载、卡住的升降机等,还有额外的50°F(28°C)作为安全系数。根据“每加仑油一磅”的经验法则,温度将上升约70°F(39°C)。这也决定了机油的最高工作温度。对于闪点为350°F(177°C)的油,淬火期间的最高峰值温度为250°F(121°C),减去规定的28°C和额外的28°C安全系数(177°C闪点-28°C规定差异-28°C额外安全系数= 121°C)。由于淬火期间的最高峰值温度受“1千克至8升”(1磅/加仑)规则或70°F或39°C的温升控制,因此机油的最高工作温度为82°C,淬火期间的最高峰值温度为121°C。
聚合物淬火剂
对于聚合物淬火剂,设计规则完全不同,并且基于不同的标准。基于不同类型的聚合物也有不同的标准。观察PAG型聚合物,这些聚合物具有明显的浊点温度,并且具有相反的溶解性。云温度是聚合物从水中沉淀的温度。逆溶性是指聚合物的溶解度随着温度的升高而降低。根据PAG聚合物的不同,浊点温度可在57°C至82°C之间变化。使用82°C的较高浊点温度(最常见的PAG型聚合物),这就形成了“不超过温度”的闪点。然而,这一温度不会带来任何安全隐患,只是聚合物被挤出量极高,粘稠混乱,产品过度氧化。因此,你需要某种温度上升的安全系数。大多数人将淬火期间的最高温度限制在60°C(140°F)以下。该温度是聚合物过度拉伸和氧化之间的良好折衷。
其他聚合物有不同的标准。对于PVP型聚合物,没有明显的浊点,因为它高于水的沸点。它也是逆溶性的。但是,最高温度更高。一些人使用65°C-70°C作为淬火期间的最高峰值温度,而另一些人使用更低的温度。还要记住,聚合物吸收热量的能力随着温度的升高而降低。随着温度的降低,淬火速度减慢。因此,如果允许更高的允许温升,通常使用低得多的聚合物浓度。在有淬火槽的连续式熔炉中,由于淬火槽中的局部温度升高,大约需要一半或更少的浓度。然而,在连续炉中使用聚合物淬火剂有其自身的问题。
对于给定的工作负荷大小,这一允许的温升确定了必要的淬火槽尺寸。一般来说,聚合物的体积大约是所需油体积的两倍。换句话说,如果给定的密封淬火炉可以使用油处理1,000公斤的产品,那么对于相同尺寸的淬火炉,相同的炉子将减少50%的负载,或者大约500公斤。
此外,聚合物淬火剂比油对搅拌速度更敏感。一般来说,聚合物比油需要更多的搅拌。数量很难量化。一致性是最大的问题。
淬火冷却
最后,淬火冷却对于下一次装载非常重要。对于油淬火剂,淬火剂很容易用空气-油热交换器冷却,因为工作温度比环境温度高很多。对于聚合物淬火剂,由于工作温度接近环境温度,使用空气-聚合物热交换器的效率非常低。有必要使用冷却塔和冷却水进行额外冷却。这增加了安装成本。
虽然使用聚合物淬火剂更环保、更安全,且罐内成本比油低得多,但工作量减少;冷却水冷却淬火剂的必要性;和改造炉子以与聚合物淬火剂兼容的成本,倾向于抵消在密封淬火炉中使用聚合物淬火剂的益处。这是可以做到的,而且已经成功地做到了,但你必须了解其局限性。